"조셉 스탈린"의 갑옷. 소련 중전차 건물의 부상
전쟁은 최고의 발전 동력으로 알려져 있습니다. 탱크 소련 산업은 불과 몇 년 만에 어지러운 질적 돌파구를 만들었습니다. 이것의 진정한 왕관은 IS 시리즈의 전차였습니다.

IS-2가 붉은 광장으로 향하고 있습니다. 출처 : waralbum.ru
앞 부분에서 역사 IS 전차의 포탑에 사용되는 고경도 70L 장갑을 주조했습니다. TsNII-48의 장갑 개발자는 중전차를 보호하는 첫 경험과는 거리가 멀었습니다.
국내 중전차 건설의 촉매제가 된 Kursk Bulge 이전에는 현대화의 주요 목표가 KV 전차였습니다. 처음에 모든 작업은 갑옷 구성에서 부족한 합금 첨가제의 비율을 줄이는 데 목적이 있습니다. TsNII-48의 이름조차도 경제적 인 합금강이라는 적절한 이름을 내놓았습니다. KV 탱크가 위대한 애국 전쟁에 참여한 FD-7954 브랜드의 원래 갑옷에는 기술 요구 사항에 따라 최대 0,45 % 몰리브덴, 2,7 % 니켈 및 크롬이 포함되었습니다.
1941 년 말까지 Armored Institute의 Andrei Sergeevich Zavyalov가 이끄는 연구원 그룹은 몰리브덴이 6633 % 이하, 크롬 (최대 49 %) 및 니켈 (최대 0,3 개)이 필요한 강철 FD-2,3 또는 1,5C 제조법을 만들었습니다. ,다섯%. 1941 년 하반기부터 1943 년까지 약 4 개의 KV 시리즈 탱크가 수집되었다는 점을 고려할 때 합금 금속의 실제 절약 금액을 상상할 수 있습니다.

Bovington의 영국 훈련장에서 KV-1. 출처 : waralbum.ru
야금 학자의 성공 비결은 발사체 저항의 주요 매개 변수 인 갑옷의 섬유 골절 형성 매개 변수에 대한 연구에 있습니다. 담금질하는 동안 갑옷의 냉각 속도를 변경함으로써 합금 원소의 상당 부분 없이도 할 수 있다는 것이 밝혀졌습니다. 그러나 이것은 말로 간단합니다. 야금 학자들이 얼마나 많은 예비 실험과 용융을해야했는지, 지금은 분류 된 기록 보관소 만이 알 수 있습니다.
1941 년, 49C 강철의 첫 번째 프로토 타입이 Magnitogorsk Metallurgical Combine에서 생산되었는데, 이는 전통적인 "전쟁"장갑보다 열등하지 않았습니다. 특히 76mm 대포를 사용한 포격은 전차의 전술적 요구 사항을 완전히 준수하는 것으로 나타났습니다. 그리고 1942 이후 KV 시리즈에는 49C라는 이름의 갑옷 만 사용되었습니다. 크롬, 몰리브덴 및 니켈의 소비가 크게 감소했음을 기억할 가치가 있습니다.
중장 비용 장갑의 새로운 공식에 대한 검색은 여기서 끝나지 않았습니다. 1942 년에 강철 GD-63-3은 "용접"되어 부족한 크롬과 니켈이 완전히 제거되었습니다. 니켈은 어느 정도 망간으로 대체되었으며 그 점유율은 1,43 %로 XNUMX 배 이상 증가했습니다. 새로운 갑옷의 프로토 타입이 발사되었습니다. 그리고 그들은 KV의 설계에서 대량 사용에 매우 적합하다는 것이 밝혀졌습니다. 그러나 중간 경도 장갑을 가진 Klim Voroshilov 탱크는 은퇴했습니다. 그리고 무거운 기계의 자리는 높은 경도의 장갑을 가진 기계 "Joseph Stalin"이 차지했습니다.
IS-70 포탑의 2L 장갑을 시전 할 수 있다면이 트릭은 전차의 차체 부분에서 작동하지 않았습니다. 여기에서 엔지니어들은 한 번에 두 가지 문제에 직면했습니다. 두께가 큰 고경도 장갑을 만들고이를 완성 된 선체에 용접해야한다는 것입니다.
관심있는 모든 사람들은 아마도 T-34 갑옷의 용접으로 인한 문제, 즉 용접 영역의 균열 가능성이 높다는 것을 이미 알고있을 것입니다. IS-2도 예외는 아니 었습니다. 그리고 그 몸체는 원래 최종적으로 열처리 된 부품으로 용접되어야했습니다.
이러한 기술 솔루션이 군사 작전에 어떤 어려움과 위험을 가져올 지 깨닫고 TsNII-48 전문가들은 탱크 생산주기를 변경했습니다. 그 결과 1943 년에 Ural Heavy Engineering Plant와 Chelyabinsk Plant No. 200의 IS-2 선체에서 높은 휴가를 보내고 지나간 장갑판으로 요리하기로 결정했습니다. 즉, 실제로 무거운 탱크의 선체는 "원시"강철로 조립되었습니다. 이것은 51C 고경도 롤드 아머의 용접 결함을 크게 줄였습니다.
담금질 전 가열에 의한 최종 열처리는 용접 된 탱크 본체에서 이미 수행되었으며, 이전에 내부 스트럿으로 보강되었습니다. 시체는 15 시간 동안 오븐에 보관되었습니다. 그런 다음 특수 장치에서 물 담금질 탱크로 옮겨져 30 분 동안 보관되었습니다. 또한 담금질 탱크의 수온은 55에서 100 ° C로 상승했습니다. 물에서 꺼낸 후 케이스의 표면 온도는 150–XNUMX ° С입니다. 그게 다가 아닙니다.
담금질 후, 본체는 즉시 280–320 ° C의 온도로 순환로에서 저온 뜨임 처리되었으며이 온도에 도달 한 후 10-12 시간 동안 유지되었습니다. 70L 갑옷의 캐스트 타워의 낮은 템퍼링도 비슷한 방식으로 수행되었습니다. 흥미롭게도 IS-2 프로토 타입 선체의 균열 제어는 첫 번째 생산 탱크가 공장 게이트를 떠난 XNUMX 개월 동안 지속되었습니다.
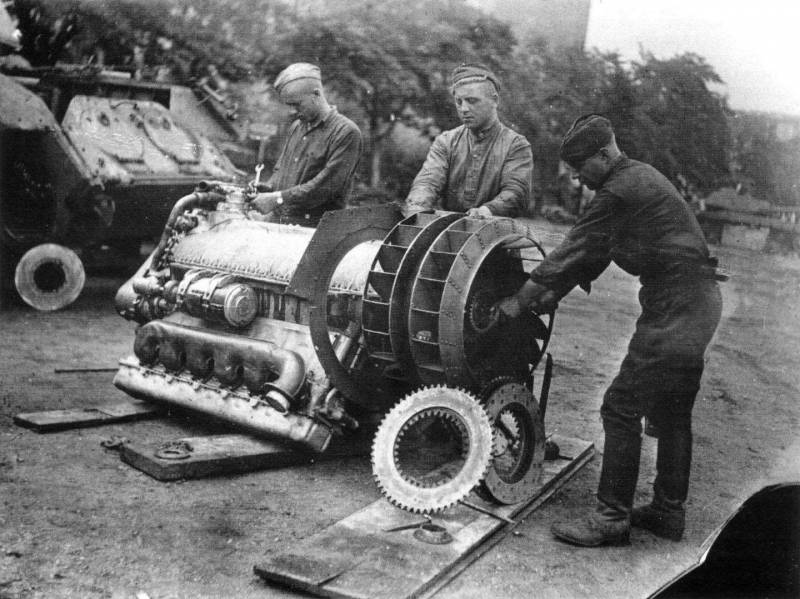
현장에서 IS-2 탱크의 V-2 엔진 수리. 출처 : waralbum.ru
IS-51, ISU-2 및 ISU-122의 주요 장갑이 된 152C 롤드 장갑은 무엇입니까? 다음과 같은 화학 성분 (%)을 가진 두꺼운 장갑을위한 심경 화강입니다.
C 0,18-0,24
Mn 0,70-1,0
Si 1,20-1,60
Cr 1,0-1,5
Ni 3,0-3,8
Mo 0,20–0,40
P ≤0,035
S ≤0,035.
캐스트 아머 70L에 비해 압연 강 51C에서 몰리브덴과 니켈의 비율이 더 높아 경화성이 최대 200mm까지 증가했습니다. 88mm 포탄으로 중전차의 차체를 발사했을 때, 고경도 장갑은 중경도 전작에 비해 내구성이 훨씬 뛰어납니다. 롤드 아머 51C 배치 문제는 즉시 해결되었습니다.
IS 시리즈 탱크의 장갑 생산 개발 성공에 중요한 기여는 플럭스 층 아래에서 강철을 자동 용접함으로써 이루어졌습니다. 1944 년 초에 탱크 장갑 선체를 제조하는 전체 프로세스를 이러한 용접으로 이전하는 것이 불가능했기 때문에 엔지니어들은 가장 확장되고 기계적으로로드 된 이음새를 자동화하는 데 집중했습니다.
첼 랴빈 스크 공장 No. 200에서는 IS-2 중전차의 선체 조립 과정에서 모든 용접의 25 % 만 자동화 할 수있었습니다. 1944 년 중반까지 Tankograd는 가능한 모든 용접 18 %의 25 %를 자동화했습니다. IS-2 중전차의 선체를 따라 용접 된 이음새의 총 길이는 410 미터이며이 중 80 미터는 자동 용접 방법으로 수행되었습니다.
이 결과는 희소 한 자원과 전기를 크게 절약 할 수있었습니다. 숙련 된 수동 용접공을 최대 50 명까지 해방하고 (인건비는 15 인시에 달함) 400 킬로와트시의 전기를 절약 할 수있었습니다. 전극 소비량 감소 (약 48kg, 오스테 나이트-000kg), 산소 (20m000).
용접에 소요되는 시간도 크게 단축되었습니다. 예를 들어, 바닥과 포탑 상자를 9,5 미터 이음새로 측면에 용접하는 데는 수동 모드에서 2 인시가 걸렸고, 3 개만 자동 모드에서 탱크 선체 측면에 바닥을 연결하는 길이가 비슷한 이음새에는 11,4 인시가 필요했습니다. 수동으로 즉시 XNUMX). 동시에 고도로 숙련 된 용접공은 자동 용접에서 숙련되지 않은 작업자로 대체 될 수 있습니다.


IS-2는 승리 퍼레이드 전과 독일 의회 근처에 있습니다. 출처 : waralbum.ru
소련 탱크 산업의 연구원이자 러시아 과학 아카데미 우랄 지점의 역사 및 고고학 연구소의 역사 과학 후보 인 Zapariy Vasily Vladimirovich가 그의 작품 중 하나에서 Urals에서 장갑 선체 생산을 위해 사용되는 자동 용접 장치에 대해 자세히 설명합니다.
가장 널리 퍼진 것은 Bushtedt 머리를 가진 "ACC"유형의 돌격 소총이었다. Uralmash에는 그러한 설치가 5 개있었습니다. 이 기계의 와이어 공급 속도는 아크의 전압에 따라 다릅니다. 3 개의 운동 전기 모터와 1 개의 모터 발전기를 포함하여 XNUMX 개의 장치가 필요했습니다.
1943 년 중반, SA-2 자동 용접기는 IS-1000 중전차의 요구에 맞게 설계되었습니다. 또는 최대 1000A 용량의 용접기.
새로운 Chelyabinsk 중전차 IS-3 용 장갑 차체 생산을 마스터하기 위해 1944 년 공장의 엔지니어들은 "SG-2000"장치를 설계했습니다. 이 기계는 직경이 6 ~ 8mm 증가 된 저탄소 용접 와이어와 함께 작동하도록 설계되었으며 IS-3 타워 제조 과정에서 적용되었습니다. 설비에는 금속을 탈산 (감소) 할 목적으로 용접부에 특수 조성 (다양한 합금 철)을 도입하는 디스펜서가있었습니다. 전체적으로 UZTM에서 용접 아크의 자체 조절 원칙에 따라 1945 년까지 "SA-9", "SG-1000", "SAG"( "자동 용접 헤드")의 세 가지 유형의 2000 개의 자동 용접 설비가 만들어졌습니다.
중형 IS 탱크의 장갑에 대한 전체 이야기의 결과는 전술적 특성에서 독일 갑옷을 능가하는 강철 제조법의 놀랍도록 신속한 개발이었습니다. TsNII-48은 경화가 가능한 120mm 강철을 받았으며, 필요한 경우 두께를 200mm로 늘릴 수 있습니다.
이것은 전후 소련 중전차 제품군 개발의 주요 기반이되었습니다.

IS-2가 붉은 광장으로 향하고 있습니다. 출처 : waralbum.ru
마그 니토 고르 스크 요리법
앞 부분에서 역사 IS 전차의 포탑에 사용되는 고경도 70L 장갑을 주조했습니다. TsNII-48의 장갑 개발자는 중전차를 보호하는 첫 경험과는 거리가 멀었습니다.
국내 중전차 건설의 촉매제가 된 Kursk Bulge 이전에는 현대화의 주요 목표가 KV 전차였습니다. 처음에 모든 작업은 갑옷 구성에서 부족한 합금 첨가제의 비율을 줄이는 데 목적이 있습니다. TsNII-48의 이름조차도 경제적 인 합금강이라는 적절한 이름을 내놓았습니다. KV 탱크가 위대한 애국 전쟁에 참여한 FD-7954 브랜드의 원래 갑옷에는 기술 요구 사항에 따라 최대 0,45 % 몰리브덴, 2,7 % 니켈 및 크롬이 포함되었습니다.
1941 년 말까지 Armored Institute의 Andrei Sergeevich Zavyalov가 이끄는 연구원 그룹은 몰리브덴이 6633 % 이하, 크롬 (최대 49 %) 및 니켈 (최대 0,3 개)이 필요한 강철 FD-2,3 또는 1,5C 제조법을 만들었습니다. ,다섯%. 1941 년 하반기부터 1943 년까지 약 4 개의 KV 시리즈 탱크가 수집되었다는 점을 고려할 때 합금 금속의 실제 절약 금액을 상상할 수 있습니다.

Bovington의 영국 훈련장에서 KV-1. 출처 : waralbum.ru
성공의 비결
야금 학자의 성공 비결은 발사체 저항의 주요 매개 변수 인 갑옷의 섬유 골절 형성 매개 변수에 대한 연구에 있습니다. 담금질하는 동안 갑옷의 냉각 속도를 변경함으로써 합금 원소의 상당 부분 없이도 할 수 있다는 것이 밝혀졌습니다. 그러나 이것은 말로 간단합니다. 야금 학자들이 얼마나 많은 예비 실험과 용융을해야했는지, 지금은 분류 된 기록 보관소 만이 알 수 있습니다.
1941 년, 49C 강철의 첫 번째 프로토 타입이 Magnitogorsk Metallurgical Combine에서 생산되었는데, 이는 전통적인 "전쟁"장갑보다 열등하지 않았습니다. 특히 76mm 대포를 사용한 포격은 전차의 전술적 요구 사항을 완전히 준수하는 것으로 나타났습니다. 그리고 1942 이후 KV 시리즈에는 49C라는 이름의 갑옷 만 사용되었습니다. 크롬, 몰리브덴 및 니켈의 소비가 크게 감소했음을 기억할 가치가 있습니다.
중장 비용 장갑의 새로운 공식에 대한 검색은 여기서 끝나지 않았습니다. 1942 년에 강철 GD-63-3은 "용접"되어 부족한 크롬과 니켈이 완전히 제거되었습니다. 니켈은 어느 정도 망간으로 대체되었으며 그 점유율은 1,43 %로 XNUMX 배 이상 증가했습니다. 새로운 갑옷의 프로토 타입이 발사되었습니다. 그리고 그들은 KV의 설계에서 대량 사용에 매우 적합하다는 것이 밝혀졌습니다. 그러나 중간 경도 장갑을 가진 Klim Voroshilov 탱크는 은퇴했습니다. 그리고 무거운 기계의 자리는 높은 경도의 장갑을 가진 기계 "Joseph Stalin"이 차지했습니다.
롤드 아머 51C
IS-70 포탑의 2L 장갑을 시전 할 수 있다면이 트릭은 전차의 차체 부분에서 작동하지 않았습니다. 여기에서 엔지니어들은 한 번에 두 가지 문제에 직면했습니다. 두께가 큰 고경도 장갑을 만들고이를 완성 된 선체에 용접해야한다는 것입니다.
관심있는 모든 사람들은 아마도 T-34 갑옷의 용접으로 인한 문제, 즉 용접 영역의 균열 가능성이 높다는 것을 이미 알고있을 것입니다. IS-2도 예외는 아니 었습니다. 그리고 그 몸체는 원래 최종적으로 열처리 된 부품으로 용접되어야했습니다.
이러한 기술 솔루션이 군사 작전에 어떤 어려움과 위험을 가져올 지 깨닫고 TsNII-48 전문가들은 탱크 생산주기를 변경했습니다. 그 결과 1943 년에 Ural Heavy Engineering Plant와 Chelyabinsk Plant No. 200의 IS-2 선체에서 높은 휴가를 보내고 지나간 장갑판으로 요리하기로 결정했습니다. 즉, 실제로 무거운 탱크의 선체는 "원시"강철로 조립되었습니다. 이것은 51C 고경도 롤드 아머의 용접 결함을 크게 줄였습니다.
담금질 전 가열에 의한 최종 열처리는 용접 된 탱크 본체에서 이미 수행되었으며, 이전에 내부 스트럿으로 보강되었습니다. 시체는 15 시간 동안 오븐에 보관되었습니다. 그런 다음 특수 장치에서 물 담금질 탱크로 옮겨져 30 분 동안 보관되었습니다. 또한 담금질 탱크의 수온은 55에서 100 ° C로 상승했습니다. 물에서 꺼낸 후 케이스의 표면 온도는 150–XNUMX ° С입니다. 그게 다가 아닙니다.
담금질 후, 본체는 즉시 280–320 ° C의 온도로 순환로에서 저온 뜨임 처리되었으며이 온도에 도달 한 후 10-12 시간 동안 유지되었습니다. 70L 갑옷의 캐스트 타워의 낮은 템퍼링도 비슷한 방식으로 수행되었습니다. 흥미롭게도 IS-2 프로토 타입 선체의 균열 제어는 첫 번째 생산 탱크가 공장 게이트를 떠난 XNUMX 개월 동안 지속되었습니다.
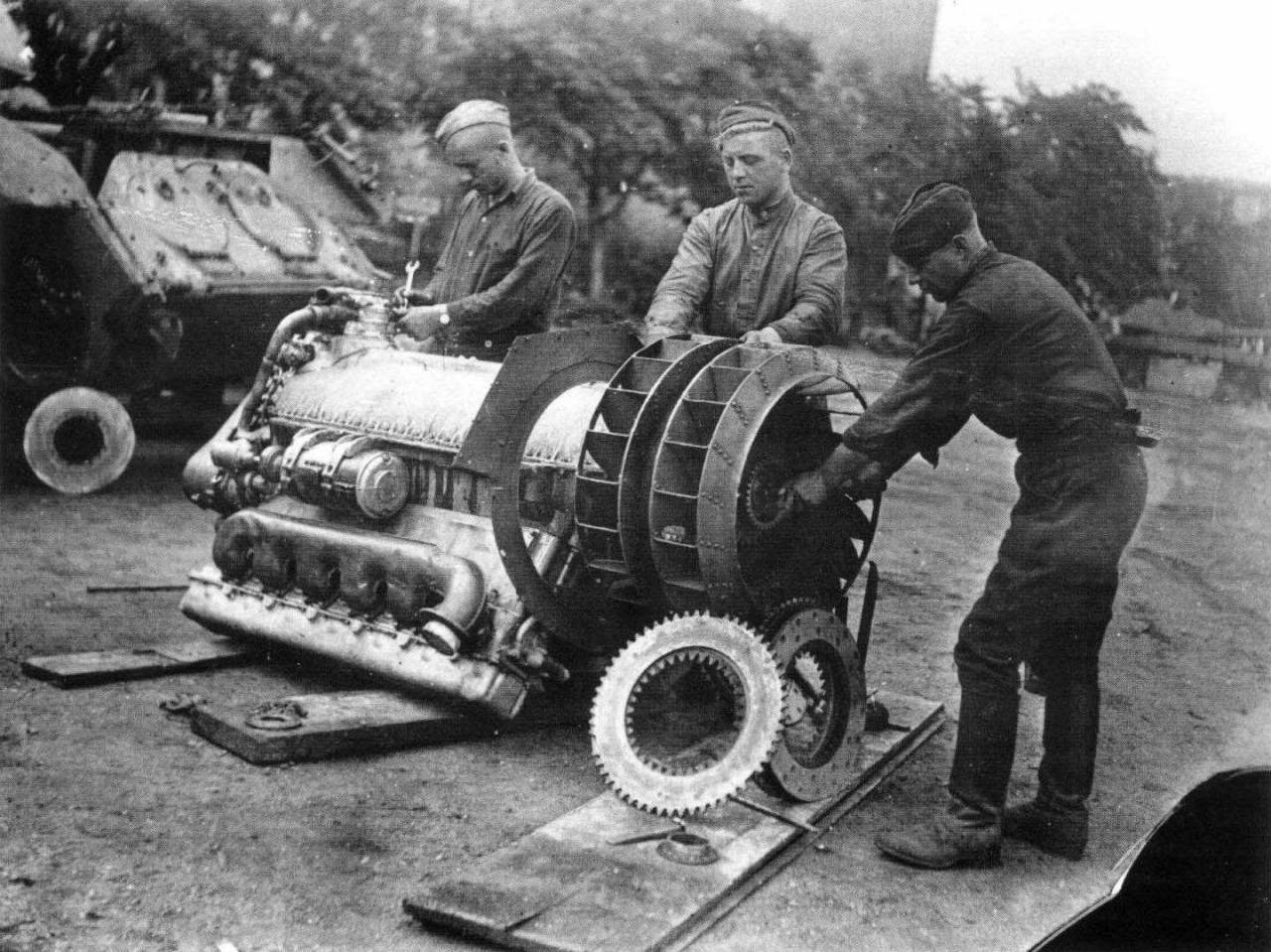
현장에서 IS-2 탱크의 V-2 엔진 수리. 출처 : waralbum.ru
화학 성분
IS-51, ISU-2 및 ISU-122의 주요 장갑이 된 152C 롤드 장갑은 무엇입니까? 다음과 같은 화학 성분 (%)을 가진 두꺼운 장갑을위한 심경 화강입니다.
C 0,18-0,24
Mn 0,70-1,0
Si 1,20-1,60
Cr 1,0-1,5
Ni 3,0-3,8
Mo 0,20–0,40
P ≤0,035
S ≤0,035.
캐스트 아머 70L에 비해 압연 강 51C에서 몰리브덴과 니켈의 비율이 더 높아 경화성이 최대 200mm까지 증가했습니다. 88mm 포탄으로 중전차의 차체를 발사했을 때, 고경도 장갑은 중경도 전작에 비해 내구성이 훨씬 뛰어납니다. 롤드 아머 51C 배치 문제는 즉시 해결되었습니다.
스마트 용접
IS 시리즈 탱크의 장갑 생산 개발 성공에 중요한 기여는 플럭스 층 아래에서 강철을 자동 용접함으로써 이루어졌습니다. 1944 년 초에 탱크 장갑 선체를 제조하는 전체 프로세스를 이러한 용접으로 이전하는 것이 불가능했기 때문에 엔지니어들은 가장 확장되고 기계적으로로드 된 이음새를 자동화하는 데 집중했습니다.
첼 랴빈 스크 공장 No. 200에서는 IS-2 중전차의 선체 조립 과정에서 모든 용접의 25 % 만 자동화 할 수있었습니다. 1944 년 중반까지 Tankograd는 가능한 모든 용접 18 %의 25 %를 자동화했습니다. IS-2 중전차의 선체를 따라 용접 된 이음새의 총 길이는 410 미터이며이 중 80 미터는 자동 용접 방법으로 수행되었습니다.
이 결과는 희소 한 자원과 전기를 크게 절약 할 수있었습니다. 숙련 된 수동 용접공을 최대 50 명까지 해방하고 (인건비는 15 인시에 달함) 400 킬로와트시의 전기를 절약 할 수있었습니다. 전극 소비량 감소 (약 48kg, 오스테 나이트-000kg), 산소 (20m000).
용접에 소요되는 시간도 크게 단축되었습니다. 예를 들어, 바닥과 포탑 상자를 9,5 미터 이음새로 측면에 용접하는 데는 수동 모드에서 2 인시가 걸렸고, 3 개만 자동 모드에서 탱크 선체 측면에 바닥을 연결하는 길이가 비슷한 이음새에는 11,4 인시가 필요했습니다. 수동으로 즉시 XNUMX). 동시에 고도로 숙련 된 용접공은 자동 용접에서 숙련되지 않은 작업자로 대체 될 수 있습니다.


IS-2는 승리 퍼레이드 전과 독일 의회 근처에 있습니다. 출처 : waralbum.ru
우랄 SAG
소련 탱크 산업의 연구원이자 러시아 과학 아카데미 우랄 지점의 역사 및 고고학 연구소의 역사 과학 후보 인 Zapariy Vasily Vladimirovich가 그의 작품 중 하나에서 Urals에서 장갑 선체 생산을 위해 사용되는 자동 용접 장치에 대해 자세히 설명합니다.
가장 널리 퍼진 것은 Bushtedt 머리를 가진 "ACC"유형의 돌격 소총이었다. Uralmash에는 그러한 설치가 5 개있었습니다. 이 기계의 와이어 공급 속도는 아크의 전압에 따라 다릅니다. 3 개의 운동 전기 모터와 1 개의 모터 발전기를 포함하여 XNUMX 개의 장치가 필요했습니다.
1943 년 중반, SA-2 자동 용접기는 IS-1000 중전차의 요구에 맞게 설계되었습니다. 또는 최대 1000A 용량의 용접기.
새로운 Chelyabinsk 중전차 IS-3 용 장갑 차체 생산을 마스터하기 위해 1944 년 공장의 엔지니어들은 "SG-2000"장치를 설계했습니다. 이 기계는 직경이 6 ~ 8mm 증가 된 저탄소 용접 와이어와 함께 작동하도록 설계되었으며 IS-3 타워 제조 과정에서 적용되었습니다. 설비에는 금속을 탈산 (감소) 할 목적으로 용접부에 특수 조성 (다양한 합금 철)을 도입하는 디스펜서가있었습니다. 전체적으로 UZTM에서 용접 아크의 자체 조절 원칙에 따라 1945 년까지 "SA-9", "SG-1000", "SAG"( "자동 용접 헤드")의 세 가지 유형의 2000 개의 자동 용접 설비가 만들어졌습니다.
독일 갑옷보다 더 아름답다
중형 IS 탱크의 장갑에 대한 전체 이야기의 결과는 전술적 특성에서 독일 갑옷을 능가하는 강철 제조법의 놀랍도록 신속한 개발이었습니다. TsNII-48은 경화가 가능한 120mm 강철을 받았으며, 필요한 경우 두께를 200mm로 늘릴 수 있습니다.
이것은 전후 소련 중전차 제품군 개발의 주요 기반이되었습니다.
정보