러시아 항공기 엔진 생산
OJSC "Ufa Engine-Building Production Association"은 최대의 개발자 및 제조업체입니다. 항공 엔진 가격 러시아. 20 만 명이 넘는 사람들이 이곳에서 일합니다. UMPO는 United Engine Corporation의 일부입니다.
회사의 주요 활동은 터보 제트 항공기 엔진의 개발, 생산, 서비스 및 수리, 헬리콥터 유닛의 생산 및 수리, 석유 및 가스 산업을위한 장비 생산입니다.
UMPO는 Su-41 시리즈 항공기 용 AL-1F-35ICS 터보 제트 엔진, Su-31 및 Su-31 제품군 용 AL-27F 및 AL-30FP 엔진, Ka 및 Mi 헬리콥터 용 별도 장치, 가스 터빈 구동 AEL OAO Gazprom의 가스 펌핑 스테이션 용 31ST.
협회의 주도하에 50 세대 전투기 PAK FA (전선 항공의 유망 항공 단지, T-14)의 유망 엔진 개발이 진행 중입니다. UMPO는 최신 러시아 여객기 MS-21 용 PD-2500 엔진 생산, VK-XNUMX 헬리콥터 엔진 생산 프로그램, MiG 항공기 용 RD 유형 엔진 생산 재구성에 협력하고 있습니다.
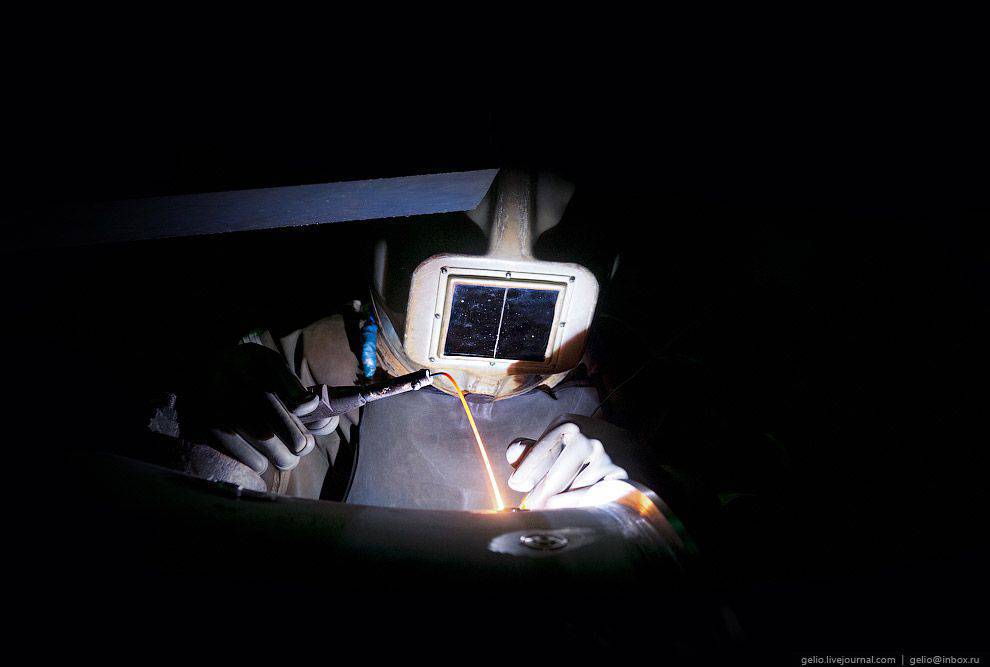
1. 대기 - 24 거주 가능 챔버에서 용접. 엔진 생산에서 가장 흥미로운 단계는 거주 가능 챔버에서 가장 중요한 구성 요소를 아르곤 아크 용접하여 완벽한 밀착성과 용접 정확성을 보장하는 것입니다. 특히 UMPO의 경우, 1981의 Leningrad 연구소 Prometheus는 러시아에서 가장 큰 용접 섹션 중 하나 인 Atmosphere-24 설치 2 개를 만들었습니다.

2. 위생 기준에 따르면 근로자는 셀에서 하루 4,5 시간을 소비 할 수 없습니다. 아침에는 의상, 의료 관리를 확인한 후에야 만 용접을 시작할 수 있습니다.
용접기는 가벼운 우주복 인 Atmosphere-24로 여행합니다. 첫 번째 에어 록 도어를 통해 챔버로 들어가고 공기 호스가 부착되고 도어가 닫히고 아르곤이 챔버로 공급됩니다. 그는 공기를 배출 한 후 용접공이 두 번째 문을 열고 챔버에 들어가서 작업을 시작합니다.

3. 순수한 아르곤의 비 산화 환경에서 티타늄 구조의 용접이 시작됩니다.

4. 아르곤의 불순물 성분을 조절함으로써 고품질의 용접을 얻을 수 있고 용접 구조물의 피로 강도를 높일 수 있으며 보호 노즐을 사용하지 않고 용접 토치를 사용하기 때문에 가장 접근하기 어려운 곳에서 용접 할 수 있습니다.

5. 풀 가운에서는 용접기가 실제로 우주 비행사처럼 보입니다. 거주 가능한 세포에서 일하기 위해 근로자는 연구 과정을 거치게되며, 처음에는 장비에 완전히 장착되어 공중에서 훈련됩니다. 대개 2 주는 사람이 그러한 일에 적합한지 아닌지를 이해하기에 충분합니다. 모든 사람이 그 짐을 견딜 수있는 것은 아닙니다.

6. 용접사와 항상 접촉 - 전문가, 제어판에서 일어나는 일을 지켜 봅니다. 운전자는 용접 전류를 제어하고 가스 분석 시스템과 챔버 및 작업자의 일반적인 상태를 모니터링합니다.

7. 수동 용접의 다른 방법은 거주 가능한 챔버에서의 용접과 같은 결과를 제공하지 않습니다. 솔기의 품질은 그 자체로 말합니다.

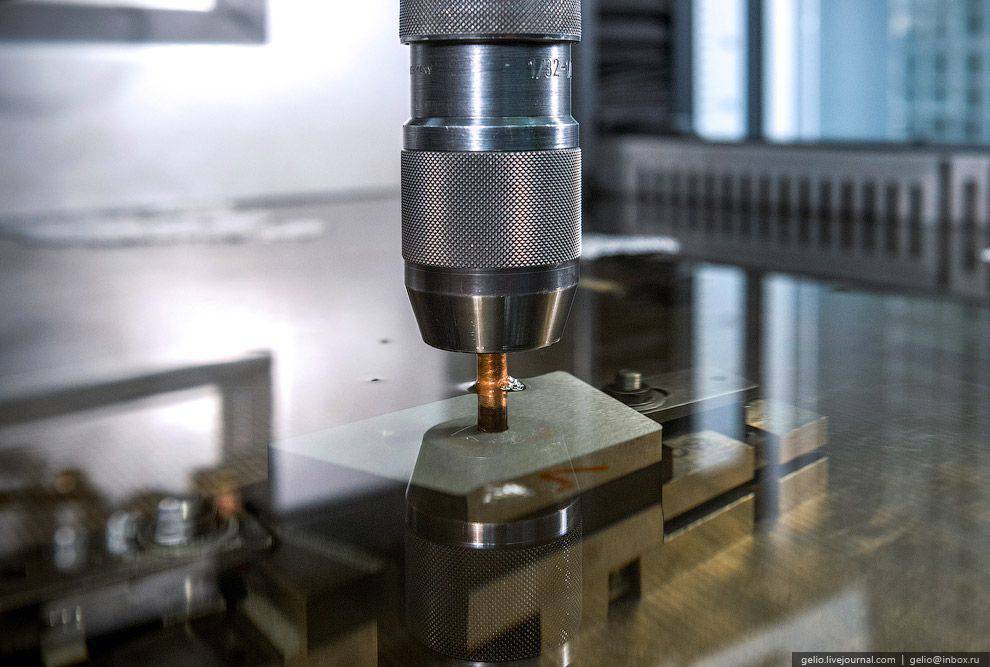
8. 전자빔 용접. 진공 상태에서의 전자빔 용접은 완전히 자동화 된 공정입니다. UMPO에서는 Ebokam 설치에서 수행됩니다. 동시에 2 또는 3 개의 용접이 용접되고 부품의 형상이 최소로 변형되고 변경됩니다.

9. 한 전문가는 전자 빔 용접의 여러 설치에서 동시에 작동합니다.

10. 연소실의 부품, 회전 노즐 및 노즐 베인의 블록은 플라즈마 방법에 의한 열 차폐 코팅의 적용을 필요로한다. 이러한 목적을 위해 TSZP-MF-P-1000 로봇 복합체가 사용됩니다.

11. 도구 생산. UMP 5 도구는 2 500 사용자에 대한 총 수를 제공합니다. 그들은 기술 장비 제조에 종사하고있다. 여기서 그들은 공작 기계를 만들고, 뜨겁고 차가운 금속 가공, 절삭 공구, 측정 공구, 비철 및 철 합금 주조를위한 금형을 만듭니다.

12. 블레이드 주조를위한 금형 제작은 CNC 기계에서 수행됩니다.

13. 곰팡이를 만드는데 2 ~ 3 개월 밖에 걸리지 않았지만 초기에는이 과정에 6 개월 이상이 소요되었습니다.

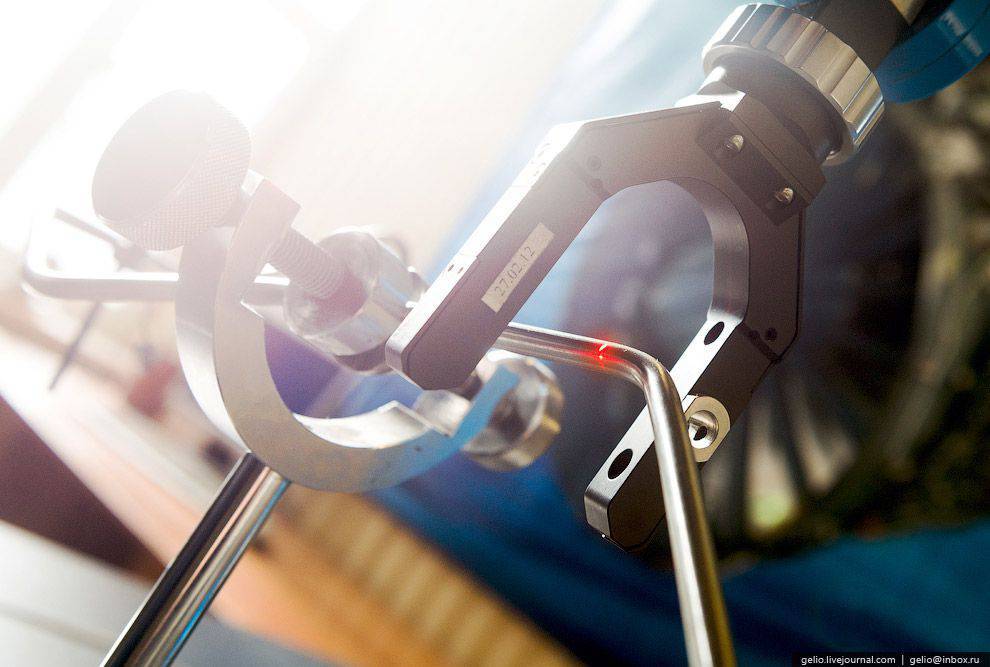
14. 자동 측정 도구는 가장 작은 이상을 포착합니다. 현대 엔진 및 도구의 세부 사항은 모든 크기의 매우 정밀한 준수를 통해 이루어져야합니다.

15. 그라우팅 진공. 프로세스 자동화에는 항상 비용 절감과 수행되는 작업의 질 개선이 포함됩니다. 이는 또한 진공 시멘 테이션에도 적용됩니다. 탄소로 부품의 표면을 포화시키고 강도를 증가시키는 시멘 테이션을 위해 - Ipsen 진공로가 사용됩니다.
용광로의 유지 관리를 위해서는 직원 한 명이면 충분합니다. 부품은 몇 시간 동안 화학 및 열처리를 거쳐 이상적으로 내구성을 갖습니다. UMPO 전문가가 자체 프로그램을 만들었으므로 시멘트의 정확성을 높일 수 있습니다.

16. 파운드리. 파운드리 생산은 모델 생산으로 시작됩니다. 특수한 매스 (mass)에서, 모델은 크기와 구성이 다른 부분을 위해 눌러지고, 손으로 마무리됩니다.

17. 녹은 모델 생산 현장에서 주로 여성들이 일합니다.

18. 모델 블록을 직면하고 세라믹 폼을 얻는 것은 파운드리의 기술적 프로세스의 중요한 부분입니다.

19. 붓기 전에 세라믹 주형은 용광로에서 볶습니다.

20. 세라믹 형태는 하소됩니다 - 합금을 채우기를 기다리고 있습니다.

21. 이것은 합금으로 부어 진 세라믹 폼입니다.
22. "금의 무게가 가치"는 단결정 구조의 칼날에 관한 것입니다. 이러한 블레이드의 생산 기술은 복잡하지만 모든면에서이 값 비싼 품목은 훨씬 더 오래 작동합니다. 각 블레이드는 니켈 - 텅스텐 합금의 특수 시드를 사용하여 "성장"됩니다.

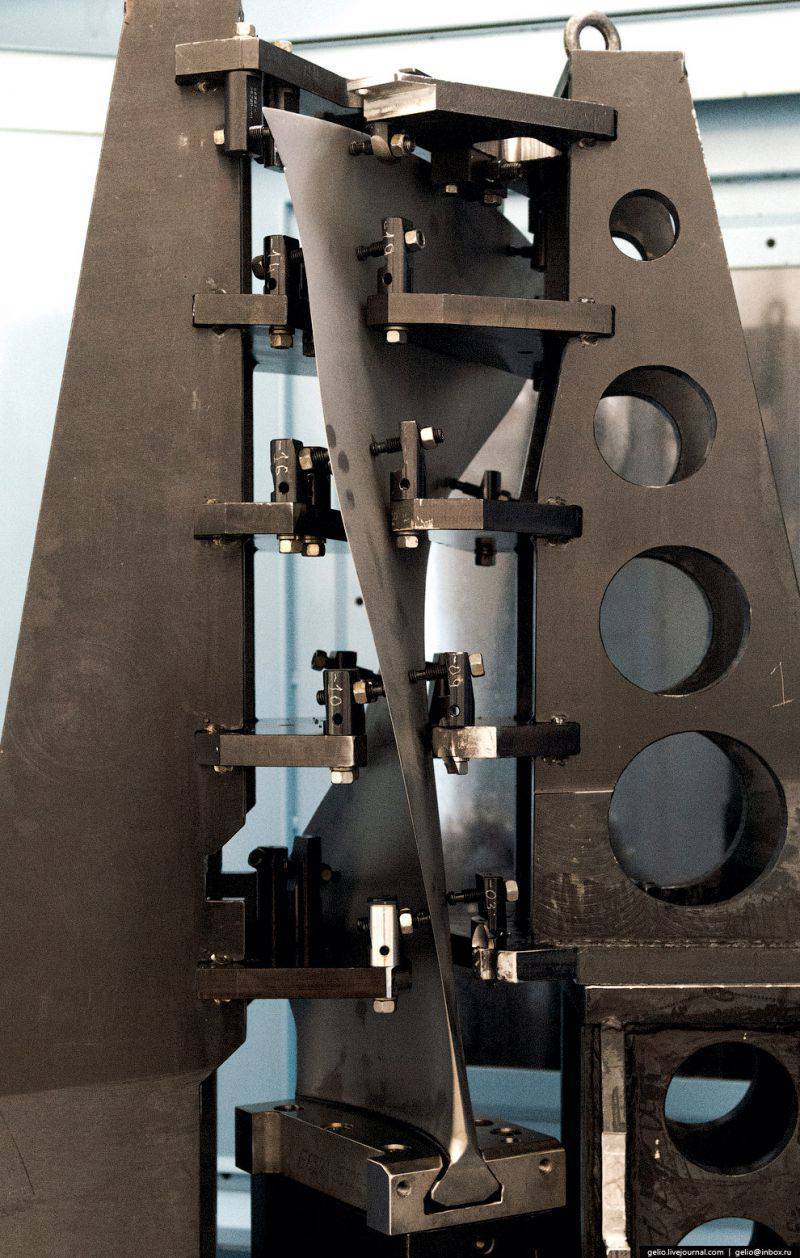
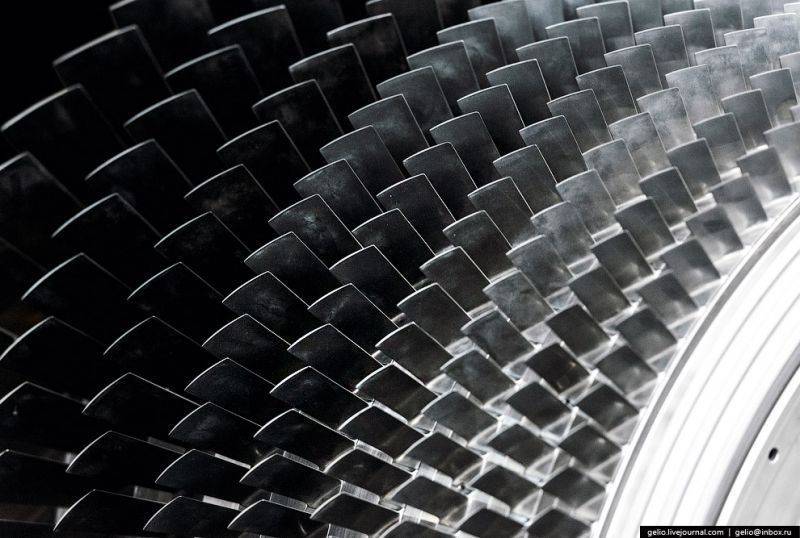
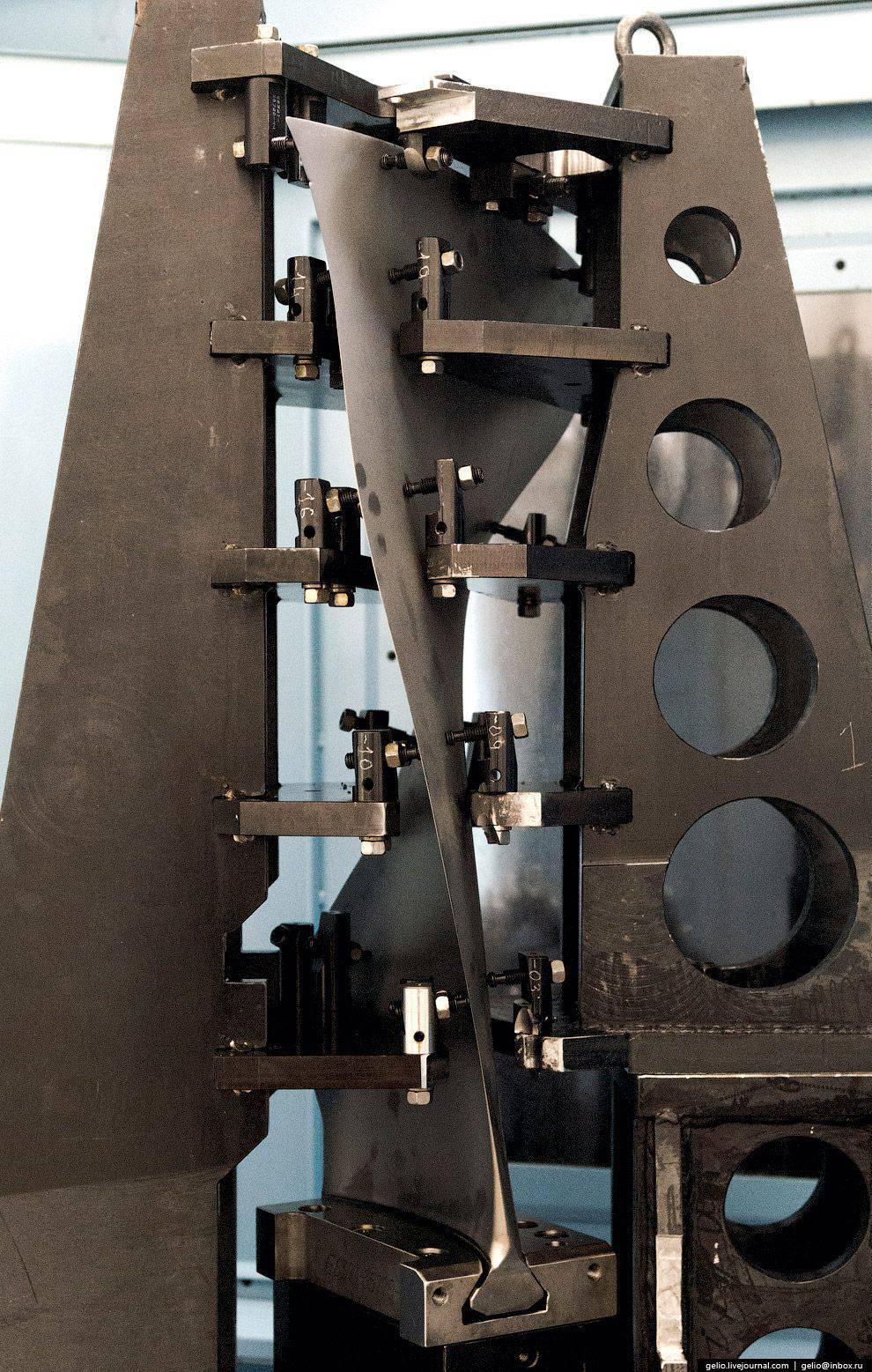
23. 속이 빈 코드 팬 블레이드의 처리 영역입니다. 유망한 민간 항공기 인 MC-14의 구동 장치 인 PD-21의 엔진의 할로우 와이드 화음 팬 블레이드 생산을 위해 티타늄 판재의 블랭크 절단 및 기계 가공, 자물쇠의 최종 기계 가공 및 기계 연삭 및 연마와 같은 블레이드 깃 프로파일이 수행됩니다 .

24. 블레이드 블레이드 끝면의 최종 처리.
25. 터빈 로터 및 컴프레서 (KPRTK)의 생산을위한 단지는 제트 드라이브의 주요 구성 요소를 생성 할 수있는 가용 용량의 국지화입니다.
26. 터빈 로터를 조립하는 것은 시간이 많이 소요되는 과정으로 공연자의 특별한 자격이 필요합니다. 샤프트 - 디스크 - 토우 연결부의 고정밀 가공은 장기적이고 안정적인 엔진 작동을 보장합니다.

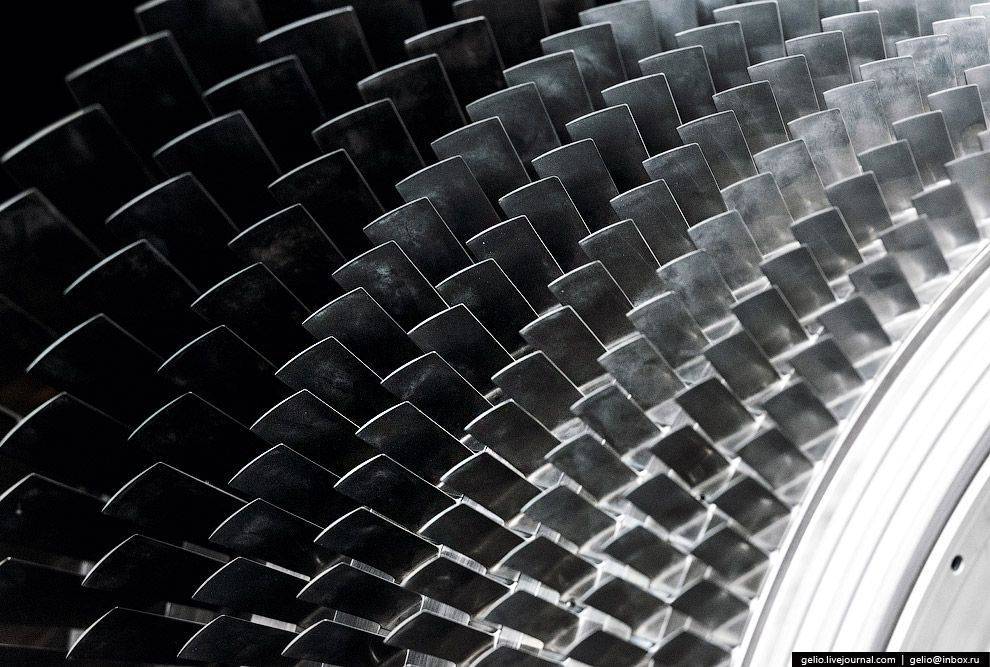
27. 다단 로터는 단일 유닛으로 조립됩니다.

28. 로터는 공장 벽에서만 완벽하게 마스터 할 수있는 독특한 직업의 대표자들과 균형을 이룹니다.

29. 파이프 라인 및 튜브 생산. 모든 엔진이 원활하게 작동하려면 압축기가 펌핑되고 터빈이 회전하고 노즐이 덮히거나 열렸으므로 명령을 내릴 필요가 있습니다. 항공기의 심장의 "혈관"은 파이프 라인으로 간주됩니다. 가장 다른 정보가 전송된다는 것은 바로 그 것입니다. UMPO에는 이러한 "선박"의 제조를 전문으로하는 상점이 있습니다. 다양한 상점과 다양한 파이프 라인이 있습니다.

30. 튜브 생산을위한 미니 팩토리에서는 수제 보석이 필요합니다. 일부 세부 사항은 진정한 인공 예술 작품입니다.

31. 파이프 벤더에 대한 많은 작업은 Bend Master 42 MRV의 수치 프로그램 제어로 기계에서 수행됩니다. 그것은 티타늄과 스테인레스 스틸 튜브를 구부립니다. 먼저 표준을 사용하는 비접촉식 기술을 사용하여 파이프의 형상을 결정합니다. 수신 된 데이터는 사전 굴곡을 생성하는 기계로 보내 지거나 공장에서 구타 당합니다. 조정이 끝나고 튜브가 마지막으로 구부러졌습니다.

32. 그래서 튜브는 완성 된 엔진처럼 보이게됩니다. 웹처럼 뒤틀리고 각자 고유의 작업을 수행합니다.

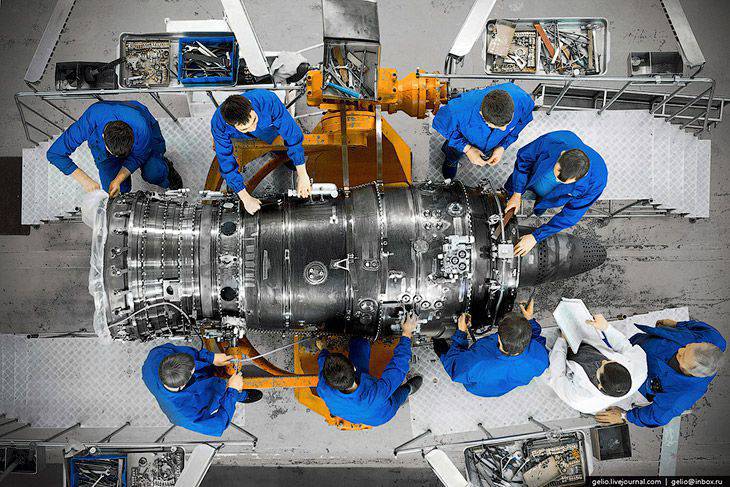
33. 최종 조립. 조립 공장에서는 개별 부품 및 부품이 전체 엔진이됩니다. 여기서 작업 역학 정비공 조립은 최고 품질의 작업입니다.

34. 워크샵의 다른 부분에서 조립 된 대형 모듈은 어셈블러에 의해 하나의 전체로 결합됩니다.

35. 조립의 최종 단계는 연료 조절 장치, 통신 및 전기 장비가있는 기어 박스 설치입니다. 모든 부품이 서로 다른 워크샵에서 제공되므로 정렬 (진동 제외) 및 센터링에 대한 필수 점검이 수행됩니다.

36. 베어러 테스트가 끝나면 엔진을 분해, 세척 및 결함 감지를 위해 조립 공장에 반환합니다. 먼저 제품을 분해하고 가솔린으로 씻어 낸다. 그런 다음 - 외부 검사, 측정, 특수 제어 방법. 파트 및 조립품의 일부는 워크샵에서 동일한 검사를 위해 보내집니다. 그런 다음 엔진이 다시 수집됩니다 - 수락 테스트.

37. 배관공은 대형 모듈을 조립합니다.

38. MSR 자물쇠 제조공은 20 세기의 가장 위대한 엔지니어링 인 터보 제트 엔진을 손으로 엄격히 검사하여 기술을 검사합니다.

39. 기술 통제 부서는 모든 제품의 완벽한 품질을 책임집니다. 감독관은 조립 공장을 포함한 모든 장소에서 근무합니다.

40. 별도의 섹션에서는 회전식 분사 노즐 (PRS)이 조립되었습니다. AL-31FP 엔진을 이전 모델 인 AL-31F와 구별하는 중요한 구조 요소입니다.

41. ORS의 서비스 수명은 500 시간이고 엔진은 1000이므로 노즐을 두 배로 만들어야합니다.

42. 특수 미니 스탠드에서 노즐과 개별 부품의 작동을 점검하십시오.

43. ORS가 장착 된 엔진은 기동성이 뛰어난 항공기를 제공합니다. 그 자체로 노즐은 꽤 인상적입니다.

44. 조립 공장에는 마지막 20-25 년 동안 제조되고 제조 된 엔진의 참조 샘플이 전시되는 사이트가 있습니다.

45. 엔진 테스트. 항공기 엔진의 테스트는 기술 연쇄에서 최종적이고 매우 중요한 단계입니다. 전문 워크샵에서 현대 자동화 공정 제어 시스템이 장착 된 스탠드에서 운반 및 수용 테스트가 수행됩니다.

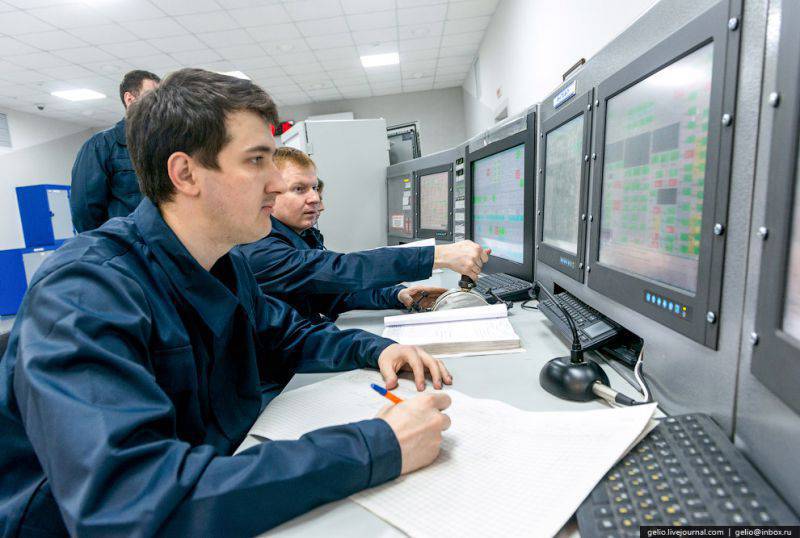
46. 엔진 테스트 과정에서 자동화 된 정보 측정 시스템이 사용되며 3 대의 컴퓨터가 하나의 로컬 네트워크로 결합되어 구성됩니다. 테스터는 컴퓨터 수치만으로 엔진 파라미터 및 벤치 시스템을 모니터링합니다. 테스트 결과는 실시간으로 처리됩니다. 수행 된 테스트에 대한 모든 정보는 컴퓨터 데이터베이스에 저장됩니다.
47. 조립 된 엔진은 기술에 따라 테스트됩니다. 이 과정은 며칠이 걸릴 수 있습니다. 그 후 엔진은 분해되고, 씻겨지고, 결함이 없습니다. 수행 된 테스트에 대한 모든 정보는 프로토콜, 그래프, 테이블 형태로 전자 형식과 종이 형태로 처리되고 발행됩니다.

48. 테스트 샵의 출현 : 테스트의 우르르 소리가 전체 지구를 화나게 한 후에는 소리가 전혀 들리지 않습니다.

49. 상점 번호 40은 모든 UMPO 제품이 고객에게 발송되는 장소입니다. 그러나 여기에는 제품, 유닛, 입력 제어, 보존, 포장의 최종 수용이 수행됩니다.
엔진 AL-31F가 패키지로 보내집니다.

50. 엔진은 포장지와 폴리에틸렌의 층을 깔끔하게 감쌀 것을 기대하지만 그게 전부는 아닙니다.

51. 엔진은 제품의 종류에 따라 표시되는 특수 컨테이너에 넣어집니다. 포장 후, 패키지에는 기술 문서가 함께 제공됩니다 (여권, 양식 등).
52. 엔진 작동 중!

회사의 주요 활동은 터보 제트 항공기 엔진의 개발, 생산, 서비스 및 수리, 헬리콥터 유닛의 생산 및 수리, 석유 및 가스 산업을위한 장비 생산입니다.
UMPO는 Su-41 시리즈 항공기 용 AL-1F-35ICS 터보 제트 엔진, Su-31 및 Su-31 제품군 용 AL-27F 및 AL-30FP 엔진, Ka 및 Mi 헬리콥터 용 별도 장치, 가스 터빈 구동 AEL OAO Gazprom의 가스 펌핑 스테이션 용 31ST.
협회의 주도하에 50 세대 전투기 PAK FA (전선 항공의 유망 항공 단지, T-14)의 유망 엔진 개발이 진행 중입니다. UMPO는 최신 러시아 여객기 MS-21 용 PD-2500 엔진 생산, VK-XNUMX 헬리콥터 엔진 생산 프로그램, MiG 항공기 용 RD 유형 엔진 생산 재구성에 협력하고 있습니다.
1. 대기 - 24 거주 가능 챔버에서 용접. 엔진 생산에서 가장 흥미로운 단계는 거주 가능 챔버에서 가장 중요한 구성 요소를 아르곤 아크 용접하여 완벽한 밀착성과 용접 정확성을 보장하는 것입니다. 특히 UMPO의 경우, 1981의 Leningrad 연구소 Prometheus는 러시아에서 가장 큰 용접 섹션 중 하나 인 Atmosphere-24 설치 2 개를 만들었습니다.
2. 위생 기준에 따르면 근로자는 셀에서 하루 4,5 시간을 소비 할 수 없습니다. 아침에는 의상, 의료 관리를 확인한 후에야 만 용접을 시작할 수 있습니다.
용접기는 가벼운 우주복 인 Atmosphere-24로 여행합니다. 첫 번째 에어 록 도어를 통해 챔버로 들어가고 공기 호스가 부착되고 도어가 닫히고 아르곤이 챔버로 공급됩니다. 그는 공기를 배출 한 후 용접공이 두 번째 문을 열고 챔버에 들어가서 작업을 시작합니다.

3. 순수한 아르곤의 비 산화 환경에서 티타늄 구조의 용접이 시작됩니다.
4. 아르곤의 불순물 성분을 조절함으로써 고품질의 용접을 얻을 수 있고 용접 구조물의 피로 강도를 높일 수 있으며 보호 노즐을 사용하지 않고 용접 토치를 사용하기 때문에 가장 접근하기 어려운 곳에서 용접 할 수 있습니다.

5. 풀 가운에서는 용접기가 실제로 우주 비행사처럼 보입니다. 거주 가능한 세포에서 일하기 위해 근로자는 연구 과정을 거치게되며, 처음에는 장비에 완전히 장착되어 공중에서 훈련됩니다. 대개 2 주는 사람이 그러한 일에 적합한지 아닌지를 이해하기에 충분합니다. 모든 사람이 그 짐을 견딜 수있는 것은 아닙니다.

6. 용접사와 항상 접촉 - 전문가, 제어판에서 일어나는 일을 지켜 봅니다. 운전자는 용접 전류를 제어하고 가스 분석 시스템과 챔버 및 작업자의 일반적인 상태를 모니터링합니다.

7. 수동 용접의 다른 방법은 거주 가능한 챔버에서의 용접과 같은 결과를 제공하지 않습니다. 솔기의 품질은 그 자체로 말합니다.

8. 전자빔 용접. 진공 상태에서의 전자빔 용접은 완전히 자동화 된 공정입니다. UMPO에서는 Ebokam 설치에서 수행됩니다. 동시에 2 또는 3 개의 용접이 용접되고 부품의 형상이 최소로 변형되고 변경됩니다.

9. 한 전문가는 전자 빔 용접의 여러 설치에서 동시에 작동합니다.

10. 연소실의 부품, 회전 노즐 및 노즐 베인의 블록은 플라즈마 방법에 의한 열 차폐 코팅의 적용을 필요로한다. 이러한 목적을 위해 TSZP-MF-P-1000 로봇 복합체가 사용됩니다.

11. 도구 생산. UMP 5 도구는 2 500 사용자에 대한 총 수를 제공합니다. 그들은 기술 장비 제조에 종사하고있다. 여기서 그들은 공작 기계를 만들고, 뜨겁고 차가운 금속 가공, 절삭 공구, 측정 공구, 비철 및 철 합금 주조를위한 금형을 만듭니다.

12. 블레이드 주조를위한 금형 제작은 CNC 기계에서 수행됩니다.
13. 곰팡이를 만드는데 2 ~ 3 개월 밖에 걸리지 않았지만 초기에는이 과정에 6 개월 이상이 소요되었습니다.

14. 자동 측정 도구는 가장 작은 이상을 포착합니다. 현대 엔진 및 도구의 세부 사항은 모든 크기의 매우 정밀한 준수를 통해 이루어져야합니다.

15. 그라우팅 진공. 프로세스 자동화에는 항상 비용 절감과 수행되는 작업의 질 개선이 포함됩니다. 이는 또한 진공 시멘 테이션에도 적용됩니다. 탄소로 부품의 표면을 포화시키고 강도를 증가시키는 시멘 테이션을 위해 - Ipsen 진공로가 사용됩니다.
용광로의 유지 관리를 위해서는 직원 한 명이면 충분합니다. 부품은 몇 시간 동안 화학 및 열처리를 거쳐 이상적으로 내구성을 갖습니다. UMPO 전문가가 자체 프로그램을 만들었으므로 시멘트의 정확성을 높일 수 있습니다.

16. 파운드리. 파운드리 생산은 모델 생산으로 시작됩니다. 특수한 매스 (mass)에서, 모델은 크기와 구성이 다른 부분을 위해 눌러지고, 손으로 마무리됩니다.

17. 녹은 모델 생산 현장에서 주로 여성들이 일합니다.

18. 모델 블록을 직면하고 세라믹 폼을 얻는 것은 파운드리의 기술적 프로세스의 중요한 부분입니다.

19. 붓기 전에 세라믹 주형은 용광로에서 볶습니다.

20. 세라믹 형태는 하소됩니다 - 합금을 채우기를 기다리고 있습니다.

21. 이것은 합금으로 부어 진 세라믹 폼입니다.
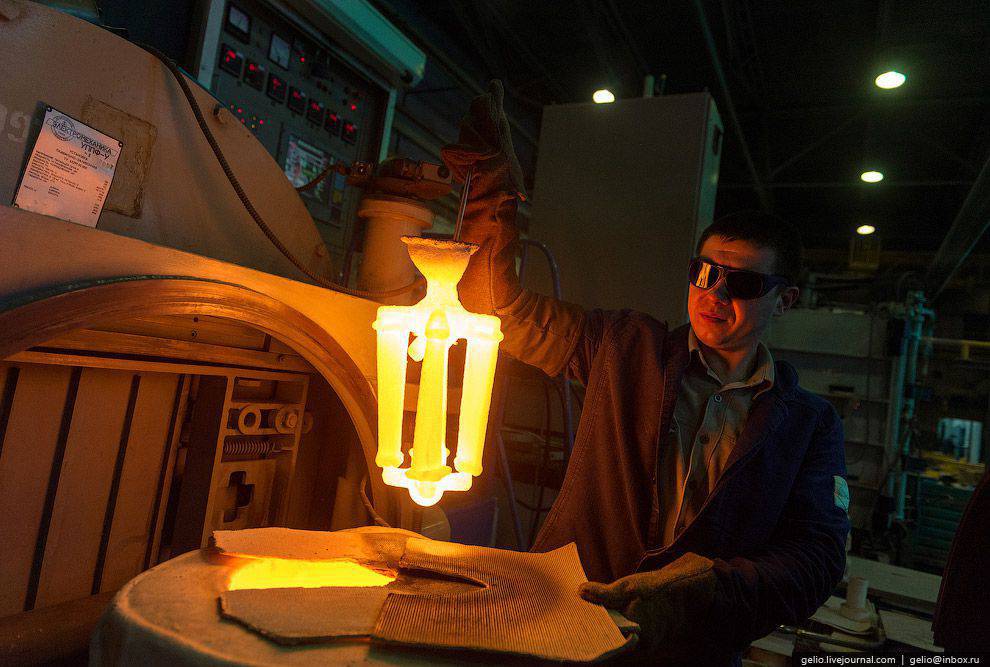
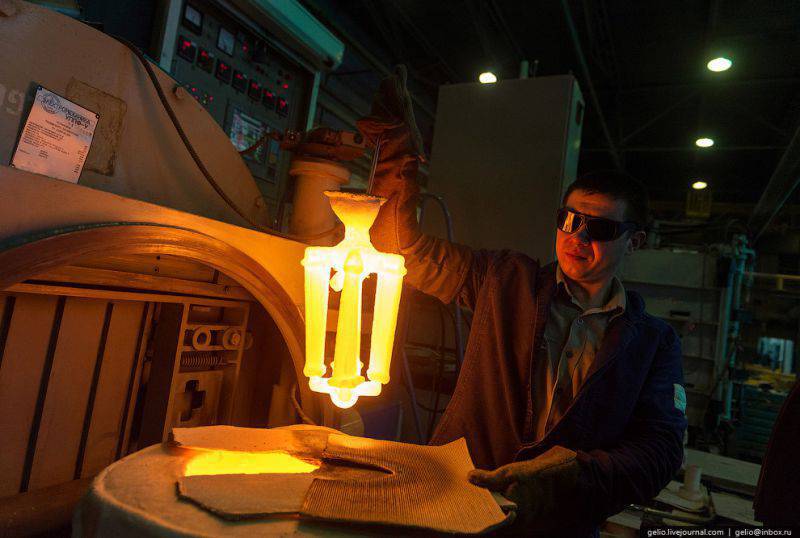
22. "금의 무게가 가치"는 단결정 구조의 칼날에 관한 것입니다. 이러한 블레이드의 생산 기술은 복잡하지만 모든면에서이 값 비싼 품목은 훨씬 더 오래 작동합니다. 각 블레이드는 니켈 - 텅스텐 합금의 특수 시드를 사용하여 "성장"됩니다.

23. 속이 빈 코드 팬 블레이드의 처리 영역입니다. 유망한 민간 항공기 인 MC-14의 구동 장치 인 PD-21의 엔진의 할로우 와이드 화음 팬 블레이드 생산을 위해 티타늄 판재의 블랭크 절단 및 기계 가공, 자물쇠의 최종 기계 가공 및 기계 연삭 및 연마와 같은 블레이드 깃 프로파일이 수행됩니다 .

24. 블레이드 블레이드 끝면의 최종 처리.
25. 터빈 로터 및 컴프레서 (KPRTK)의 생산을위한 단지는 제트 드라이브의 주요 구성 요소를 생성 할 수있는 가용 용량의 국지화입니다.
26. 터빈 로터를 조립하는 것은 시간이 많이 소요되는 과정으로 공연자의 특별한 자격이 필요합니다. 샤프트 - 디스크 - 토우 연결부의 고정밀 가공은 장기적이고 안정적인 엔진 작동을 보장합니다.

27. 다단 로터는 단일 유닛으로 조립됩니다.

28. 로터는 공장 벽에서만 완벽하게 마스터 할 수있는 독특한 직업의 대표자들과 균형을 이룹니다.

29. 파이프 라인 및 튜브 생산. 모든 엔진이 원활하게 작동하려면 압축기가 펌핑되고 터빈이 회전하고 노즐이 덮히거나 열렸으므로 명령을 내릴 필요가 있습니다. 항공기의 심장의 "혈관"은 파이프 라인으로 간주됩니다. 가장 다른 정보가 전송된다는 것은 바로 그 것입니다. UMPO에는 이러한 "선박"의 제조를 전문으로하는 상점이 있습니다. 다양한 상점과 다양한 파이프 라인이 있습니다.

30. 튜브 생산을위한 미니 팩토리에서는 수제 보석이 필요합니다. 일부 세부 사항은 진정한 인공 예술 작품입니다.

31. 파이프 벤더에 대한 많은 작업은 Bend Master 42 MRV의 수치 프로그램 제어로 기계에서 수행됩니다. 그것은 티타늄과 스테인레스 스틸 튜브를 구부립니다. 먼저 표준을 사용하는 비접촉식 기술을 사용하여 파이프의 형상을 결정합니다. 수신 된 데이터는 사전 굴곡을 생성하는 기계로 보내 지거나 공장에서 구타 당합니다. 조정이 끝나고 튜브가 마지막으로 구부러졌습니다.
32. 그래서 튜브는 완성 된 엔진처럼 보이게됩니다. 웹처럼 뒤틀리고 각자 고유의 작업을 수행합니다.

33. 최종 조립. 조립 공장에서는 개별 부품 및 부품이 전체 엔진이됩니다. 여기서 작업 역학 정비공 조립은 최고 품질의 작업입니다.

34. 워크샵의 다른 부분에서 조립 된 대형 모듈은 어셈블러에 의해 하나의 전체로 결합됩니다.

35. 조립의 최종 단계는 연료 조절 장치, 통신 및 전기 장비가있는 기어 박스 설치입니다. 모든 부품이 서로 다른 워크샵에서 제공되므로 정렬 (진동 제외) 및 센터링에 대한 필수 점검이 수행됩니다.

36. 베어러 테스트가 끝나면 엔진을 분해, 세척 및 결함 감지를 위해 조립 공장에 반환합니다. 먼저 제품을 분해하고 가솔린으로 씻어 낸다. 그런 다음 - 외부 검사, 측정, 특수 제어 방법. 파트 및 조립품의 일부는 워크샵에서 동일한 검사를 위해 보내집니다. 그런 다음 엔진이 다시 수집됩니다 - 수락 테스트.

37. 배관공은 대형 모듈을 조립합니다.

38. MSR 자물쇠 제조공은 20 세기의 가장 위대한 엔지니어링 인 터보 제트 엔진을 손으로 엄격히 검사하여 기술을 검사합니다.

39. 기술 통제 부서는 모든 제품의 완벽한 품질을 책임집니다. 감독관은 조립 공장을 포함한 모든 장소에서 근무합니다.

40. 별도의 섹션에서는 회전식 분사 노즐 (PRS)이 조립되었습니다. AL-31FP 엔진을 이전 모델 인 AL-31F와 구별하는 중요한 구조 요소입니다.

41. ORS의 서비스 수명은 500 시간이고 엔진은 1000이므로 노즐을 두 배로 만들어야합니다.

42. 특수 미니 스탠드에서 노즐과 개별 부품의 작동을 점검하십시오.

43. ORS가 장착 된 엔진은 기동성이 뛰어난 항공기를 제공합니다. 그 자체로 노즐은 꽤 인상적입니다.

44. 조립 공장에는 마지막 20-25 년 동안 제조되고 제조 된 엔진의 참조 샘플이 전시되는 사이트가 있습니다.

45. 엔진 테스트. 항공기 엔진의 테스트는 기술 연쇄에서 최종적이고 매우 중요한 단계입니다. 전문 워크샵에서 현대 자동화 공정 제어 시스템이 장착 된 스탠드에서 운반 및 수용 테스트가 수행됩니다.

46. 엔진 테스트 과정에서 자동화 된 정보 측정 시스템이 사용되며 3 대의 컴퓨터가 하나의 로컬 네트워크로 결합되어 구성됩니다. 테스터는 컴퓨터 수치만으로 엔진 파라미터 및 벤치 시스템을 모니터링합니다. 테스트 결과는 실시간으로 처리됩니다. 수행 된 테스트에 대한 모든 정보는 컴퓨터 데이터베이스에 저장됩니다.

47. 조립 된 엔진은 기술에 따라 테스트됩니다. 이 과정은 며칠이 걸릴 수 있습니다. 그 후 엔진은 분해되고, 씻겨지고, 결함이 없습니다. 수행 된 테스트에 대한 모든 정보는 프로토콜, 그래프, 테이블 형태로 전자 형식과 종이 형태로 처리되고 발행됩니다.

48. 테스트 샵의 출현 : 테스트의 우르르 소리가 전체 지구를 화나게 한 후에는 소리가 전혀 들리지 않습니다.

49. 상점 번호 40은 모든 UMPO 제품이 고객에게 발송되는 장소입니다. 그러나 여기에는 제품, 유닛, 입력 제어, 보존, 포장의 최종 수용이 수행됩니다.
엔진 AL-31F가 패키지로 보내집니다.

50. 엔진은 포장지와 폴리에틸렌의 층을 깔끔하게 감쌀 것을 기대하지만 그게 전부는 아닙니다.

51. 엔진은 제품의 종류에 따라 표시되는 특수 컨테이너에 넣어집니다. 포장 후, 패키지에는 기술 문서가 함께 제공됩니다 (여권, 양식 등).
52. 엔진 작동 중!

정보